Elaboración

La materia prima utilizada para la elaboración del cartón multipliegos es 100% papeles y cartones reciclados (recortes de papel), los que se adquieren a diferentes acopiadores de la zona y del resto del país, siendo almacenados en planta por sus diferentes tipos o calidades. El cartón multipliegos está formado por cinco pliegos o láminas superpuestas, de las cuales las dos exteriores son las denominadas “capas” o “liners” y las 3 interiores son denominadas “alma”, “filler” o “relleno”, existiendo por lo tanto dos líneas independientes de preparación de pastas, para la elaboración de los pliegos de capa o de alma.
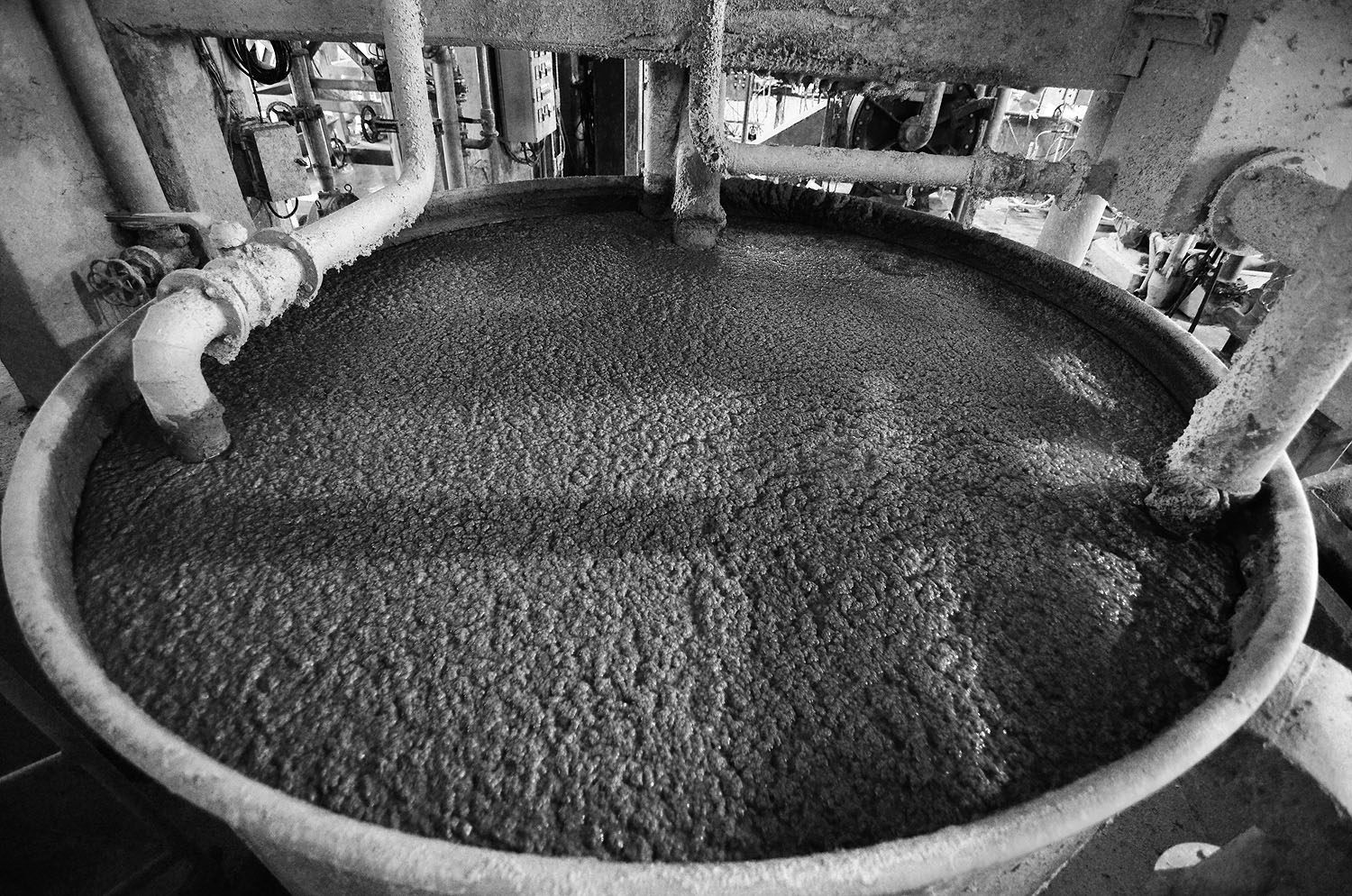
La preparación de stock para cada una de las líneas comienza con un tratamiento en autoclaves rotatorios del recorte, mezclándose con agua y calentándose con vapor directo a una temperatura de 120°C durante 60 minutos, lo cual permite el desmenuzado del papel reciclado, su desodorización y también solubilizar impurezas que luego son eliminadas con el lavado de la pasta en espesadores rotatorios. Luego sigue una etapa de desfibrado primario, depuración por hidrociclones o zarandas (de agujeros o ranuras) donde se eliminan impurezas sólidas livianas y/o pesadas.
Se continúa con una segunda etapa de desfibrado y depuración hidrociclónica de material pesado de pequeñas dimensiones y posteriormente la pasta es enviada a piletas de stock. A la pasta lista para ingresar a la maquina cartonera se le agregan diferentes aditivos químicos para impartir cualidades especiales a los cartones (impermeabilización, color, lisura, blancura, mejoras de resistencia en seco)
Luego la pasta se envía a la máquina cartonera, donde se alimentan en forma separada los cinco cilindros formadores de hojas o pliegos que se van uniendo comenzando por la primer hoja de capa a la cual se van adhiriendo las cuatro siguientes. Los cinco pliegos unidos en una sola hoja de cartón están soportados por un fieltro y pasan en forma continua al sector de prensas, mediante las cuales se va eliminando por presión mecánica el agua contenida en la hoja hasta un contenido de humedad de la hoja de un 55%.
A posteriori la hoja de cartón pasa a la sección secado por calefacción a través de unos cilindros alimentados con vapor a una temperatura de aproximadamente 145°C, lo cual permite reducir la humedad del cartón hasta el 6-8%, siendo este el valor de equilibrio con el medio ambiente en condiciones medias normales de temperatura y humedad. Al final de la máquina cartonera, la hoja continua puede pasar por una máquina cortadora de hojas, la cual ya provee el formato final de las mismas para su comercialización o bien puede enrollarse en bobinas, las cuales a su vez se cortan en otras bobinas de menores anchos.